Engineered for Chicago's leading orthopedic centers, delivering exceptional mechanical stability and biocompatibility.




The Chicago metropolitan area stands as one of North America's most critical hubs for medical technology, clinical research, and healthcare delivery. Home to world-renowned institutions such as Rush University Medical Center, Northwestern Medicine, and the University of Chicago Medicine, the region demands an exceptionally high standard for orthopedic and neurosurgical devices.
As spinal surgeries shift increasingly toward outpatient settings and Minimally Invasive Surgery (MIS) protocols, Chicago-based distributors, hospital procurement networks, and OEM brand owners face a dual challenge: maintaining absolute clinical efficacy while optimizing supply chain costs. The local market relies heavily on a robust network of tier-1 manufacturers capable of delivering high-precision, regulatory-compliant implants without disruption.
Chicago's regional demand for pedicle screws and spinal fusion systems is increasingly driven by value-based care initiatives. Hospitals require FDA-cleared, CE-marked implants that match the quality of legacy domestic brands but at a sustainable price point.
Implants designed to meet the rigorous biomechanical standards of top-tier Chicago teaching hospitals.
Full compliance with FDA 510(k) pathways, MDSAP, and CE MDR requirements for seamless import and distribution.
Empowering global orthopedic brands with advanced R&D, world-class production capacity, and strict quality control.
HBM Medical Apparatus And Instruments Co., Ltd. is a leading orthopedic medical equipment R&D, manufacturing, and operation enterprise. With a sales network covering major global markets, HBM has won the recognition of many partners through first-class production equipment, professional R&D teams, and a quality management system in line with international standards.
Equipped with a production site of over 30,000 square meters and more than 350 processing and testing equipment, HBM possesses strong, sustainable production capacity. The company has passed systems such as ISO 13485, ISO 14001, and MDSAP, ensuring that every pedicle screw, titanium rod, and surgical instrument meets the highest safety benchmarks.
Our dedicated R&D team consists of 31 highly educated engineers (including 1 Doctorate, 11 Postgraduates, and 17 Graduates) focused on technological, product, and service innovation. We provide professional integrated solutions for the R&D, production, and sales of orthopedic implants and surgical instruments, offering customized OEM/ODM services to meet specific clinical demands in the Chicago market.
The evolution of spinal implant technology: from rigid fixation to dynamic, bio-integrative solutions.
Utilizing acid-etching, anodic oxidation, and SLA surface modifications to enhance osseointegration and reduce bacterial adhesion on titanium alloy implants.
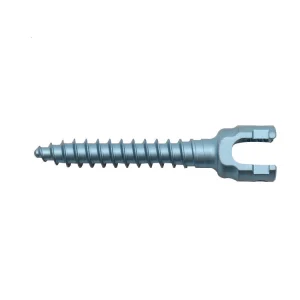
Developing low-profile, percutaneous pedicle screw systems and extended-tab designs that minimize muscle disruption and accelerate patient recovery times.
Researching porous titanium structures and PEEK composites that mimic human trabecular bone, providing optimal modulus of elasticity to prevent stress shielding.
Modern spinal surgery demands implants that do not merely act as passive hardware, but actively promote biological healing. HBM Medical's technical roadmap is focused on the convergence of biomechanical engineering and material science. By utilizing medical-grade Titanium Alloy (Ti-6Al-4V ELI), our implants provide high fatigue strength and excellent biocompatibility. Our ongoing R&D projects include 3D-printed porous titanium cages and next-generation navigation-guided pedicle screw systems designed to integrate seamlessly with robotic surgical platforms popular in Chicago's leading operating rooms.
In the post-pandemic era, supply chain diversification and resilience have become top priorities for hospital purchasing groups (GPOs) and medical device distributors in Illinois. Relying on a single geographical source introduces immense risk regarding lead times, regulatory shifts, and manufacturing bottlenecks.
HBM Medical's China Factory 4.0 model addresses these vulnerabilities by combining high-capacity automated production with robust global logistics. With 12 dedicated production lines and 120 advanced Swiss-type CNC machining centers, we guarantee a stable, uninterrupted supply of spinal implants. Our raw materials are sourced from certified global suppliers, ensuring 100% traceability from raw titanium ingot to finished sterile package.
Every batch of titanium alloy is accompanied by mill test certificates and undergoes rigorous chemical and mechanical verification before entering production.
Our quality management system is audited under the Medical Device Single Audit Program (MDSAP), satisfying regulatory requirements in the US, Canada, Australia, Japan, and Brazil.
From custom thread profiles to complete private-label surgical instrument kits, our R&D team delivers tailored solutions with rapid prototyping.
Transparency is the foundation of trust. Explore our manufacturing floors, cleanrooms, and quality testing labs.
























Addressing key technical, regulatory, and procurement questions for Chicago and global B2B buyers.
Yes. HBM Medical manufactures products in strict accordance with international standards. Our facilities are ISO 13485 and MDSAP certified, and our core spinal fixation systems hold CE certifications. We actively support our Chicago and US partners in obtaining FDA 510(k) clearances by providing complete Device Master Files (DMF) and technical documentation.
We use only premium medical-grade Titanium Alloy (typically Ti-6Al-4V ELI, conforming to ASTM F136 standards). This material offers the optimal balance of high tensile strength, fatigue resistance, and excellent biocompatibility required for long-term spinal fusion applications.
We implement 100% raw material traceability. Every batch of titanium is logged into our ERP system upon arrival, accompanied by chemical composition and physical property reports. Our QA/QC team consists of 36 dedicated inspectors who perform in-process inspections on all 12 production lines, followed by final optical and dimensional verifications before sterile packaging.
Absolutely. With 31 R&D engineers and a state-of-the-art tooling workshop, we offer comprehensive OEM/ODM customization. We can process designs based on your technical drawings, 3D models, or physical samples, providing rapid prototyping and mechanical testing (ASTM F1717 / ASTM F543) to validate performance.
For standard catalog items, we maintain a robust inventory that can be dispatched within 7-14 business days. For custom OEM production runs, lead times typically range from 30 to 60 days, depending on design complexity and regulatory testing requirements. We offer flexible shipping options (air freight, ocean freight, express courier) to meet your inventory cycles.
Explore our full line of thoracolumbar and cervical fixation components, engineered for maximum surgical flexibility.











Optimize your supply chain, reduce procurement costs, and maintain absolute clinical quality. Contact our B2B engineering team today for custom quotes and factory audit documentation.
Send Inquiry Now