Explore our high-precision, biocompatible titanium implants engineered to meet the demanding requirements of cardiothoracic and orthopedic trauma surgeries in Houston and globally.


Median sternotomy remains the gold standard surgical approach for major cardiac procedures, including coronary artery bypass grafting (CABG) and valve replacements. However, post-operative sternal complications such as sternal instability, dehiscence, and mediastinitis present significant clinical and financial burdens to healthcare systems globally.
Traditional wire cerclage, while historically prevalent, often fails to provide sufficient rigid stabilization under dynamic physiological loads, particularly in high-risk patient cohorts (e.g., patients with COPD, osteoporosis, obesity, or diabetes). This has driven a major paradigm shift toward Rigid Sternal Fixation (RSF) systems.
As a premier global exporter and manufacturing partner, HBM Medical Apparatus And Instruments Co., Ltd. delivers state-of-the-art titanium sternal fixation plates and specialized trauma systems designed to optimize bone healing, reduce post-operative pain, and accelerate patient mobilization.

Houston, Texas, stands as a premier global hub for clinical medicine, biomedical engineering, and advanced manufacturing. Home to the Texas Medical Center (TMC)—the largest medical complex in the world—Houston drives unparalleled demand and innovation in cardiothoracic surgery and orthopedic trauma solutions.
With over 10 million patient encounters annually and world-renowned cardiovascular institutes, Houston's clinical environment demands the highest tier of surgical implants. Our sternal fixation systems are designed to align with the rigorous clinical protocols and high-performance standards set by leading thoracic surgeons in the Houston metroplex.
Houston's deep-rooted connection to aerospace engineering and high-precision manufacturing provides a rich ecosystem for metallurgical innovation. By leveraging advanced machining technologies and strict quality controls comparable to aerospace standards, we ensure that every titanium plate and locking screw offers optimal fatigue strength and biocompatibility.
Positioned strategically with access to the Port of Houston and major international airports (IAH), Houston serves as a vital gateway for global medical device distribution. This allows us to streamline supply chains, ensuring rapid transit times and reliable delivery of critical orthopedic and sternal implants to distributors, hospitals, and OEM partners worldwide.

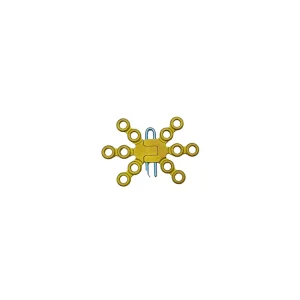
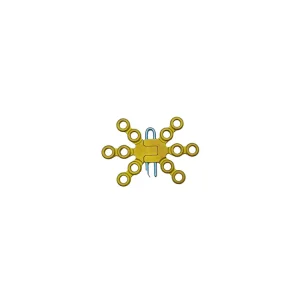
Our Sternal Fixation Systems are engineered using medical-grade Titanium Alloy (Ti-6Al-4V ELI), conforming to ASTM F136 standards. This material offers the optimal balance of high strength-to-weight ratio, excellent fatigue resistance, and superior biocompatibility, minimizing the risk of adverse tissue reactions.
Key Engineering Features:
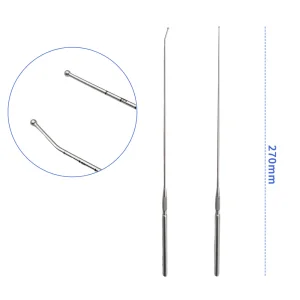
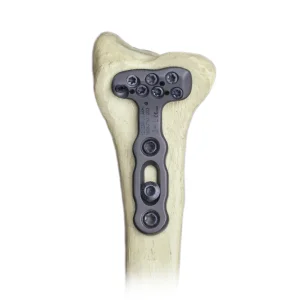
Designed for complex thoracic wall reconstructions and internal bone fixation, these systems ensure structural integrity and physiological stability.


Medical device procurement managers face complex challenges, from regulatory compliance and supply chain bottlenecks to cost containment and quality consistency. HBM Medical provides robust, enterprise-level solutions to mitigate these risks.
Navigating FDA, CE, and MDSAP requirements can delay product launches. HBM ensures 100% raw material traceability and holds ISO 13485, MDSAP, and CE certifications, guaranteeing seamless customs clearance and local regulatory approval.
Disruptions in manufacturing can compromise clinical schedules. With 12 high-capacity production lines and over 120 advanced machining centers, we maintain a massive production capacity to fulfill large-scale global tenders and hospital contracts without delay.
Standard implants do not always fit specific regional anatomical variations or unique clinical preferences. Our R&D team of 31 engineers (including PhD and Master's graduates) offers comprehensive OEM/ODM services, from custom plate geometry design to specialized instrument development.
The field of cardiothoracic closure is rapidly evolving, driven by advances in digital healthcare, personalized medicine, and material science. HBM Medical is at the forefront of these innovations, continuously investing in next-generation technologies to improve clinical outcomes.
Our R&D Pipeline Includes:

Explore our extended portfolio of CE-certified spinal fixation systems, micro-power drills, and specialized orthopedic instruments, trusted by surgeons across North America, Europe, and Asia.






At HBM Medical, quality is not a metric; it is our core promise. Our manufacturing facilities operate under strict ISO 13485 and MDSAP quality management systems, ensuring that every implant meets the rigorous standards required by regulatory bodies worldwide, including the FDA and CE MDR.
| Parameter / Capability | HBM Medical Specifications |
|---|---|
| Facility Area | 30,343 Square Meters (State-of-the-Art Cleanrooms) |
| Production Lines | 12 Fully Automated Advanced Production Lines |
| Machining Equipment | 120+ High-Precision CNC and Testing Machines |
| QA/QC Inspectors | 36 Dedicated Specialists (100% Traceability) |
| R&D Team | 31 Engineers (1 Doctorate, 11 Postgraduates, 17 Graduates) |
| Certifications | ISO 13485, MDSAP, CE (MDR 2017/745) |
We source our medical-grade titanium exclusively from certified global suppliers. Every batch undergoes chemical composition analysis and mechanical property testing before entering our production lines, with full documentation preserved for 15+ years.
Our 36 QA/QC inspectors utilize coordinate measuring machines (CMM), optical comparators, and fatigue testing systems to verify dimensional accuracy down to the micron level. We offer inspection methods tailored to client requirements, including 100% product inspection.
Get answers to common technical, regulatory, and procurement questions regarding our Sternal Fixation Systems and global export capabilities.